食品檢驗儀器設備與計算機軟硬件及外圍設備制造的交融應用

在現代化食品檢驗領域,儀器設備與計算機軟硬件及外圍設備制造技術的深度融合,極大地提升了檢測的精準度、效率和自動化水平。這些技術與設備的協同作用,共同構成了食品安全保障體系的核心技術支撐。
一、食品檢驗常用儀器設備
食品檢驗涉及多種分析儀器,主要包括:
1. 色譜類設備:如高效液相色譜儀(HPLC)、氣相色譜儀(GC)等,用于農藥殘留、添加劑和營養成分分析。
2. 光譜類設備:包括原子吸收光譜儀(AAS)、紫外可見分光光度計等,用于重金屬及特定成分檢測。
3. 微生物檢測設備:如全自動微生物鑒定系統、PCR儀等,用于病原菌快速篩查。
4. 物理化學分析設備:包括水分測定儀、酸度計、質構分析儀等。
這些設備正日益依賴計算機系統進行控制、數據采集與分析。
二、計算機軟硬件在食品檢驗中的關鍵作用
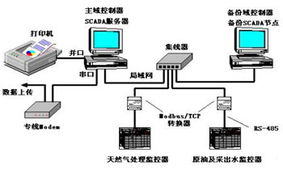
- 硬件層面:工業計算機、嵌入式系統、高精度數據采集卡等為儀器提供穩定控制核心;專用傳感器與圖像采集設備(如機器視覺系統)實現實時監控。
- 軟件層面:專業分析軟件(如色譜工作站)處理檢測數據;實驗室信息管理系統(LIMS)實現全流程數字化管理;人工智能算法輔助異常數據識別與預測分析。
三、外圍設備制造技術的支撐與創新
- 自動化樣品處理系統:集成機械臂、傳送帶與智能分裝裝置,減少人工干預。
- 模塊化接口設計:標準化通信接口(如USB、以太網)實現設備間高效互聯。
- 環境適應性設計:針對實驗室特殊環境,開發防腐蝕、防塵的專用外圍設備。
四、技術融合趨勢與挑戰
當前,物聯網技術正推動檢驗設備向網絡化發展,云計算平臺實現多實驗室數據協同。跨領域技術集成仍面臨標準統一、數據安全等挑戰。隨著智能制造技術的發展,食品檢驗設備將進一步提升集成化與智能化水平,為食品安全提供更堅實的技術防線。
如若轉載,請注明出處:http://www.partminer.cn/product/71.html
更新時間:2026-06-09 03:14:14